Tecnología
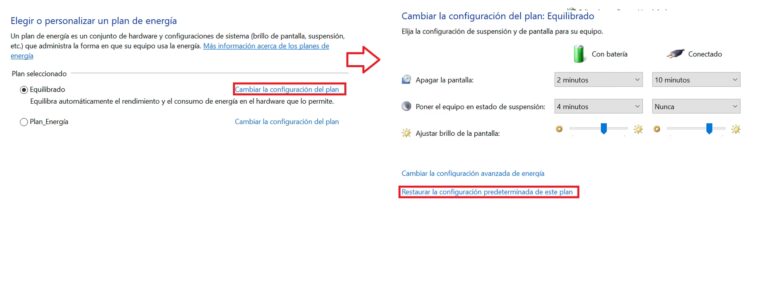
Guía del Modo Ahorro de Energía en tus Dispositivos
Descubre qué es el modo ahorro de energía, por qué tu PC se apaga sola...
8 min lectura
La fabricación de un panel solar fotovoltaico es un proceso de alta tecnología donde cada paso es fundamental para garantizar su durabilidad, eficiencia y seguridad a lo largo de sus más de 25 años de vida útil. Dentro de este complejo ensamblaje, existe una etapa que actúa como el verdadero corazón del módulo: la laminación. Este proceso es el responsable de crear una unidad monolítica, sellada herméticamente, que protege las frágiles células solares de los rigores del medio ambiente. Es mucho más que simplemente ‘pegar’ capas; es una transformación química y física que define la calidad final del panel.
La laminación es un proceso termoindustrial que consiste en la encapsulación de las células solares interconectadas entre varias capas de materiales protectores, principalmente un vidrio frontal y una lámina posterior (backsheet), utilizando un polímero adhesivo como el EVA. El objetivo es fusionar todos estos componentes en un único “sándwich” compacto, sin aire ni humedad en su interior, que sea ópticamente transparente, eléctricamente seguro y mecánicamente robusto. Una laminación exitosa protege a las células de la humedad, el oxígeno, las fluctuaciones de temperatura, los rayos UV y los impactos físicos, asegurando así un rendimiento estable y una larga vida útil.

Para entender el proceso, primero debemos conocer a sus componentes. La calidad de cada una de estas capas es vital para el resultado final.
Es la primera barrera de defensa. No es un vidrio común; es un vidrio templado de bajo contenido en hierro, lo que maximiza la transmisión de la luz solar (alta transmitancia). A menudo cuenta con un recubrimiento antirreflectante para capturar aún más fotones. Su principal desafío, como se mencionó, es que es un mal conductor del calor, un aislante térmico, lo que complica y ralentiza el proceso de calentamiento durante la laminación.
El EVA es el material encapsulante por excelencia y el alma del proceso de laminación. Se presenta en forma de finas láminas termoplásticas que se colocan tanto por encima como por debajo del circuito de células solares. Durante el proceso, el EVA cumple una triple función:
El componente activo del panel. Son obleas de silicio muy delgadas y frágiles que ya han sido soldadas entre sí (stringing) para formar el circuito eléctrico que generará la corriente.
Es la capa final en la parte trasera del panel. Generalmente está compuesta por varias capas de polímeros (como PVF o PET) que proporcionan la barrera definitiva contra la humedad desde la parte posterior y un aislamiento eléctrico de alta durabilidad para garantizar la seguridad.
Todo el proceso se lleva a cabo dentro de una máquina especializada llamada laminador solar. Este equipo aplica vacío, calor y presión de manera controlada para lograr una fusión perfecta.
Aunque el EVA es el estándar de la industria, nuevos materiales como el POE (Poliolefina Elastómera) están ganando popularidad, especialmente para paneles de alta eficiencia como los PERC o bifaciales, debido a su mayor resistencia a la humedad.
| Característica | EVA (Etilvinilacetato) | POE (Poliolefina Elastómera) |
|---|---|---|
| Resistencia a la Humedad | Buena | Excelente |
| Resistencia a PID* | Moderada (puede generar ácido acético) | Muy Alta |
| Transparencia UV | Buena (puede amarillear con el tiempo) | Excelente |
| Costo | Menor | Mayor |
| Procesabilidad | Fácil, proceso muy establecido | Más difícil, requiere mayor control |
*PID: Degradación Inducida por Potencial, un tipo de degradación que afecta la eficiencia.
Un defecto en la laminación es una de las fallas más graves. Puede llevar a la delaminación (las capas se separan), la formación de burbujas, o la entrada de humedad. La humedad puede corroer las conexiones eléctricas y los contactos de las células, mientras que las burbujas pueden crear “puntos calientes” (hotspots) que degradan las células y pueden llegar a ser un riesgo de incendio. Un panel mal laminado tendrá una vida útil drásticamente reducida.
En la práctica, no. El proceso de curado del EVA es irreversible. Una vez que el panel está delaminado, es prácticamente imposible volver a sellarlo con la misma fiabilidad y durabilidad que en la fábrica. La única solución es reemplazar el panel.
Depende del tipo de laminador y de los materiales utilizados, pero un ciclo típico puede durar entre 15 y 25 minutos. Este tiempo es uno de los cuellos de botella en las líneas de producción masiva de paneles solares.
Principalmente por la naturaleza aislante del vidrio. Se requiere una gran cantidad de energía para calentar las placas del laminador a una temperatura muy superior a la necesaria para el EVA, simplemente para forzar al calor a que atraviese el vidrio y llegue al encapsulante en un tiempo razonable. La industria busca constantemente optimizar los ciclos y desarrollar laminadores más eficientes para reducir este consumo.
Descubre qué es el modo ahorro de energía, por qué tu PC se apaga sola...

Descubre si tu instalador de paneles solares necesita licencia y por qué el medidor eléctrico...

Descubre si cumples los requisitos para el Programa Nacional de Pasantías en Energía Renovable. Detallamos...
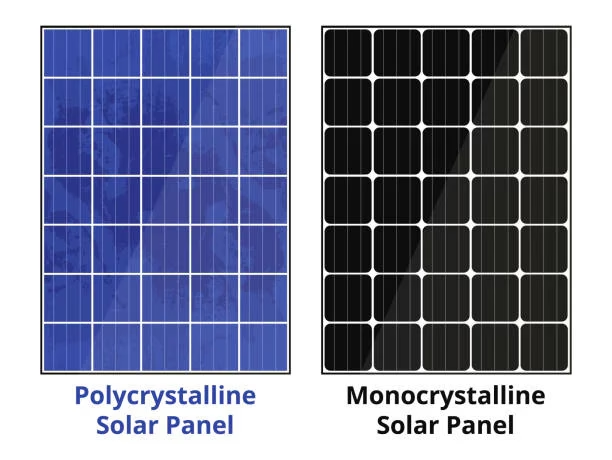
¿Pensando en instalar paneles solares? Descubre las diferencias clave entre paneles monocristalinos y policristalinos. Eficiencia,...